

La qualité de l’éclairage influe sur les performances des préparateurs de commandes.

ANALYSE DÉTAILLÉE
Marc Füchtenhans, Eric H. Grosse et Christoph H. Glock
Dans leur ouvrage Warehousing 5.0, les professeurs Eric Grosse et Christoph Glock positionnent l’entrepôt comme un pilier central de l’avantage concurrentiel et de la réussite des entreprises, soulignant son impact majeur sur l’efficacité de la chaîne d’approvisionnement. L’ouvrage, fruit de la collaboration de nombreux chercheurs, synthétise les résultats des études les plus récentes sur le sujet et constitue un guide aux dirigeants pour transformer leurs processus.
Une part importante des émissions de gaz à effet de serre des installations industrielles provient en grande partie du chauffage, du refroidissement, de la climatisation et de l’éclairage. Dans les entrepôts, ce dernier peut représenter jusqu’à 65 % de la consommation d’énergie, ce qui a un impact significatif sur les coûts d’exploitation et l’empreinte carbone de l’installation.
La quête d’une efficacité énergétique accrue et l’utilisation croissante des énergies renouvelables ont donné naissance à des solutions innovantes dans les foyers, les réseaux électriques, les villes et les usines intelligentes. En ce sens, les diodes électroluminescentes, plus connues sous le sigle anglais LED (pour light-emitting diode), se sont popularisées comme source d’éclairage économe en énergie.
L’une des caractéristiques des systèmes d’éclairage intelligents (smart lighting) est l’amélioration de la qualité de la lumière et l’efficacité énergétique élevée qu’ils offrent, grâce à la technologie LED et aux dispositifs intelligents de contrôle. Si les systèmes traditionnels se composent généralement de luminaires commandés par des interrupteurs, les systèmes smart lighting reposent sur des détecteurs de mouvement ou de lumière du jour qui permettent d’ajuster l’intensité, voire la couleur en fonction des conditions ambiantes et des besoins des utilisateurs.
Caractéristiques des systèmes smart lighting
LED
Elles offrent une efficacité énergétique élevée, un contrôle avancé, des temps de commutation courts, un réglage de l’intensité, une large distribution de puissance spectrale et une intensité lumineuse élevée. L’efficacité des LED atteint 200 lm/W en environnements industriels, contre 15 lm/W pour les ampoules à incandescence et 100 lm/W pour les lampes fluorescentes. Parmi leurs avantages figurent une durée de vie exceptionnellement longue (de 50 000 à plus de 100 000 heures), leur robustesse et leur stabilité, leur permettant de fonctionner sans scintillement.
Éclairage par capteurs
Il a pour but de réduire la consommation d’énergie et la pollution lumineuse. Pour y parvenir, l’éclairage artificiel n’est activé que lorsqu’un mouvement est détecté. Ainsi, des capteurs de lumière du jour peuvent être utilisés dans les zones à éclairage naturel pour veiller à ce que l’éclairage artificiel ne soit lancé qu’en cas de besoin. Grâce à la détection de la lumière du jour, des économies d’énergie importantes (plus de 40 %) peuvent être réalisées.
Maintenance
Une panne d’éclairage peut affecter les flux de travail et compromettre le respect des normes de sécurité. C’est pourquoi une maintenance intelligente avec détection des erreurs est essentielle.
Communication par lumière visible
Les progrès techniques ont ouvert de nouvelles perspectives pour la communication par lumière visible (VLC, pour visible light communication). Le Li-Fi (Light-Fidelity) est une évolution de cette technologie qui intègre un réseau de communication sans fil complet. Il offre un système bidirectionnel sécurisé et à haut débit, soutient la mobilité et facilite l’accès de multiples utilisateurs.
Positionnement en intérieur
La communication par LED peut également servir de système de positionnement en intérieur. Elle s’appuie généralement sur des technologies telles que la RFID, l’ultralarge bande ou le Wi-Fi, entre autres.
Éclairage humanocentrique
Cette approche tient compte des répercussions visuelles, biologiques et émotionnelles de la lumière sur les êtres humains et l’environnement. Diverses recherches indiquent qu’un éclairage à haute température de couleur peut améliorer l’attention, et s’avère donc idéal pour les environnements de travail. Ainsi, la concentration des employés après une pause ou pendant les quarts de nuit peut être stimulée par un éclairage plus intense et une lumière blanche froide.
Les applications en logistique
Les entrepôts de préparation de commandes sont souvent spacieux et comportent des zones inoccupées pendant de longues périodes ou susceptibles de bénéficier de la lumière naturelle. Dans ce cadre, les systèmes de smart lighting ont toute leur place, dans la mesure où la qualité de l’éclairage a une incidence sur la performance des préparateurs de commandes ou pickers. En effet, une visibilité limitée peut ralentir les activités et accroître les risques d’erreurs et d’accidents.
Il convient de noter que les codes du travail des différents pays spécifient généralement des exigences peu contraignantes. En Allemagne, par exemple, les réglementations techniques imposent, pour les entrepôts, une luminosité minimale comprise entre 50 et 300 lux selon la zone de travail. Dans les installations dont les opérations de picking nécessitent la lecture d’étiquettes ou de spécifications, seuls 200 lux sont exigés. Cependant, un éclairage trois à quatre fois supérieur est nécessaire pour une lecture claire.
La qualité de l’éclairage est déterminante pour la performance des pickers
La mise en place de technologies LED dans les entrepôts peut contribuer à la baisse de la consommation d’énergie tout au long du processus de préparation des commandes. En modernisant l’éclairage conventionnel au moyen de solutions LED permet de réaliser des économies d’énergie supérieures à 50 %, et selon la configuration, d’amortir l’investissement en moins de trois ans en fonction de la configuration.
Concernant la préparation de commandes, impliquant des tâches physiquement et mentalement exigeantes, la mise en place de systèmes de smart lighting apporterait des avantages importants pour le bien-être et la productivité des employés. Plus précisément, l’intégration de technologies d’éclairage intelligent peut améliorer leurs performances, leur autonomie et leur satisfaction au travail.
Étude cas dans un entrepôt
Dans le cadre de notre recherche, nous avons mené, d’une part, une expérience et, d’autre part, une simulation visant à illustrer les effets de la mise en place éventuelle de systèmes d’éclairage intelligents.
Pour la première, nous avons sélectionné une entreprise italienne spécialisée dans la fabrication de vannes en laiton pour les secteurs du gaz et de l’eau. Ses installations s’étendent sur 4 300 m², dont 3 500 m² sont destinés au stockage. De configuration rectangulaire, l’entrepôt mesure 75 × 45 m, est équipé de rayonnages à palettes permettant le picking manuel, et dispose de fenêtres apportant de la lumière naturelle. Son activité se déroule sur cinq journées de huit heures, cinq fois par semaine, en deux équipes.
À la suite d’un audit approfondi, il a été constaté que l’éclairage représentait jusqu’à 30 % de la consommation totale d’énergie de l’installation. L’entreprise, qui utilisait initialement des lampes à halogénures métalliques dans son entrepôt, a décidé de moderniser son infrastructure afin de réduire la consommation d’énergie. Pour cela, elle a respecté les directives de la norme EN 12464-1, qui spécifie les exigences d’éclairage pour les espaces de travail intérieurs. Elle a ainsi remplacé les luminaires, plutôt que les lampes uniquement, pour minimiser les coûts de la rénovation.
La mise en place de technologies LED dans les entrepôts peut contribuer à des économies d’énergie tout au long de la préparation des commandes
Le fabricant a intégré le smart lighting au moyen de capteurs de lumière naturelle et de détecteurs de mouvement. Le résultat : un contrôle dynamique du niveau d’éclairage qui tient compte de l’influence de la lumière du jour. Grâce à ce système, il a été possible d’adapter la luminosité de chaque allée en fonction de son utilisation.
Après l’installation de l’éclairage intelligent, une collecte de données a été réalisée sur une période de 12 mois. Les résultats ont été surprenants : la consommation d’énergie de l’entrepôt a diminué d’environ 80 %. Plus important encore, la détection de la lumière du jour a permis de réaliser des économies plus importantes pendant l’été.
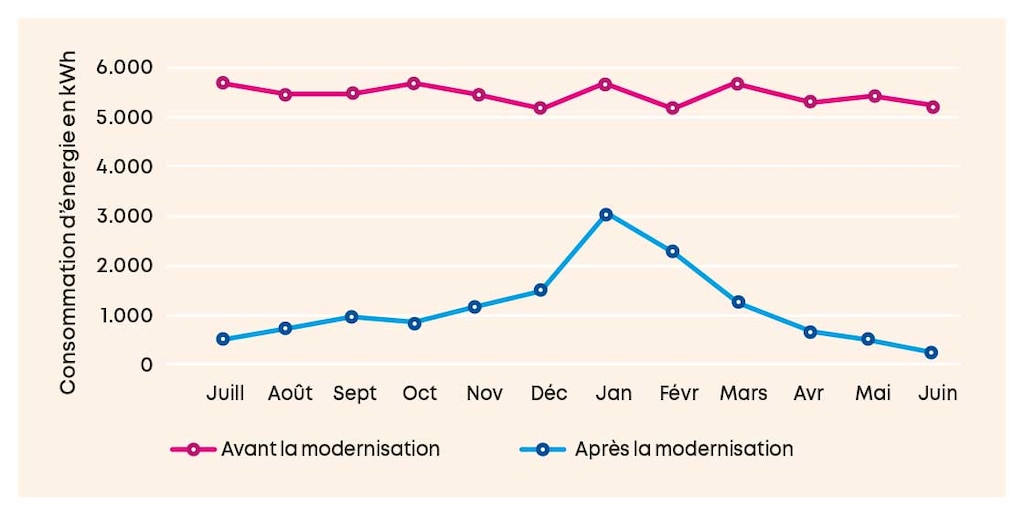
Consommation d’énergie de l’éclairage, en kWh, dans l’entrepôt. Adapté de Füchtenhans et al., 2023)
Extrait du livre Warehousing 5.0 de Christoph H. Glock et Eric H. Grosse
L’installation de systèmes d’éclairage intelligents a également permis d’augmenter la luminosité d’environ 50 lux au niveau du sol dans les allées de l’entrepôt. Le coût total de la modernisation s’est élevé à 18 000 €, soit 2 500 € par kW de puissance d’éclairage installé. Grâce aux économies d’énergie substantielles et à un éclairage amélioré, l’investissement a été amorti en 1,9 an.
Des stratégies d’économie d’énergie et d’argent
Afin de mieux comprendre l’impact du smart lighting sur les performances, nous avons également développé un modèle de simulation portant sur un entrepôt de préparation de commandes non automatisé. Nous avons pris en compte des aspects de sa conception et de son fonctionnement, ainsi que la taille, la structure de la demande, le nombre de préparateurs de commandes, l’attribution des emplacements de stockage et les politiques de gestion des lots. Nous avons ainsi mis en œuvre quatre stratégies correspondant à différents niveaux de technologies d’éclairage :
- Les deux premiers systèmes éclairaient complètement l’ensemble des allées de travail.
- Le troisième système limitait l’intensité de l’éclairage dans les allées non empruntées.
- Le quatrième système incorporait des zones d’activité entièrement éclairées et atténuait la luminosité en dehors de ces zones.
La simulation a montré que les systèmes de smart lighting peuvent abaisser la consommation d’énergie jusqu’à 87 % par rapport à l’éclairage conventionnel à temps plein d’un entrepôt. En ce qui concerne les différents délais de récupération des investissements, les résultats de notre simulation, de l’étude de cas et des entretiens avec des experts ont conduit aux conclusions suivantes :
- Dans un entrepôt de 7 500 m² avec un éclairage annuel de 7 000 heures, la consommation totale moyenne d’énergie en utilisant des lampes fluorescentes est de 1 792 MWh par an, soit un coût de 322 560 € (en considérant un tarif de 0,18 kWh).
- L’installation d’ampoules LED se traduit par une diminution de la consommation d’énergie à 1 174 MWh, soit un coût annuel total de 211 320 €.
- L’intégration de capteurs de lumière naturelle pour tirer parti des 4,4 heures d’ensoleillement quotidiennes et d’un système de réglage de la luminosité permettrait de réaliser des économies d’énergie supplémentaires et de réduire la consommation à 987 MWh, soit 177 600 € par an.
- Si la durée de vie moyenne s’élève à 15 000 heures pour les lampes fluorescentes et à 50 000 heures pour les LED, le coût de la maintenance des premières s’élèverait à 576 000 € sur dix ans.
- Le coût de la modernisation ou du réagencement nécessaire à la mise en place du système LED est estimé à un million d’euros, mais ce scénario permet d’éliminer les coûts de maintenance.
Sur la base de ces hypothèses, le retour sur investissement d’un système d’éclairage sans heures d’ensoleillement est de 5,9 ans, contre 4,9 ans s’il est équipé de capteurs de lumière du jour capables d’enregistrer 4,4 heures d’ensoleillement par jour.
 |
Extrait de Warehousing 5.0: Managing the transition from techno-focused to human-value-centric intralogistics, de Christoph H. Glock et Eric H. Grosse. ISBN 979-8878899000. Réimprimé avec l’autorisation des auteurs. Copyright Christoph H. Glock et Eric H. Grosse. Tous droits réservés. |
À PROPOS DES AUTEURS
 |
MARC FÜCHTENHANS Attaché de recherche à l’Institut de gestion de la production et de la chaîne d’approvisionnement de l’Université technique de Darmstadt (Allemagne). |
 |
ERIC H. GROSSE Professeur adjoint à la Chaire de transformation digitale en gestion des opérations de l’Université de la Sarre (Allemagne). |
 |
CHRISTOPH H. GLOCK Professeur à l’Institut de gestion de la production et de la chaîne d’approvisionnement de l’Université technique de Darmstadt (Allemagne). |